|
|
|
|
���������Ļ���֪ʶ�̰�֮���ĸ��������
����ʱ�䣺2025-05-26 |
��ѧĿ��:ͨ������ѧϰ,ʹѧ���Ի��붨λ��һ����ֵ����⣬���ջ��ĸ���ͷ��࣬���ⶨλ��ԭ���ͷ�����ѧ��������ѧ֪ʶ���в�ͬ����Ĺ�����λ������
��ѧ�ص㣺���㶨λԭ������λ�������
��ѧ�ѵ㣺���㶨λԭ������λ�������
��ѧ���������ڷ� ��ý���ѧ��
��ѧʱ����3
��ѧ���ݣ�
2.1����
2.2�����Ļ��붨λ
2.2.1���ĸ��������
1.��
�����Ǹ��������壬����һЩ����Ԫ�أ���㡢�ߡ��棩�����ɡ��������κ�һ���㡢�ߡ����λ������Ҫ����������һЩ�㡢�ߡ�������ϵ����ߴ���롢ƽ�жȡ���ֱ�ȡ�ͬ��ȵȣ���ȷ����������ȷ���ӹ������ϼ���Ҫ�ؼ�ļ��ι�ϵ�����ݵ���Щ�㡢�ߡ����Ϊ����
2.���ķ���
���������õIJ�ͬ�����ɷ�Ϊ��ƻ����ջ������ࡣ
��1����ƻ������ͼ���������õĻ���Ϊ��ƻ���
��2�����ջ����ջ���ָ�ڹ��չ����������õĻ����ֿɷ�Ϊ�����������λ������������װ���
1���������������ڹ���ͼ������ȷ�������������ӹ��ı���ӹ���λ�óߴ��λ�ù�ϵ�Ļ����������ѡ��Ӧ��Ҫ��������������������⣺�� ����������ƻ������������������ƻ�Ϊ�����������ʱ������ѡ�������������ɿ��ر�֤�������Ƴߴ�ͼ���Ҫ�� ��ѡ�����Ӧ���������ڹ����Ķ�λ����ߴ�ļ�顣
2����λ����λ���Ǽӹ���������λ�Ļ�����λ���ɽ�һ����Ϊ�ֻ����������ӻ����� �ֻ� ʹ��δ����е�ӹ��ı�������λ������Ϊ�ֻ����� ���� ʹ���Ѿ���е�ӹ��ı�������λ������Ϊ�������� ���ӻ� ������Ϊ�˻�е�ӹ�������Ҫ��ƵĶ�λ������Ϊ���ӻ������磬����������õĶ���ף�ijЩ��������ӹ����õĹ��տף�֧��������õ��Ĺ���̨�ȶ����ڸ��ӻ���
3�������� �������ʱ�����õĻ�����Ϊ��������
4��װ��� װ��ʱ����ȷ��������ڻ����е����λ�������õĻ�����Ϊװ�����װ���һ�����������Ҫ��ƻ���һ�¡�
3.������
��1�����ǿ۴��ڵġ� ��2����Ҫȷ�У�3�������з����� ��4���������漰�ߴ��ϵ���漰������λ�ù�ϵ��
2.2.2 �����Ķ�λ
1.������λ�Ļ���ԭ��
��1����λ���Ļ�������
��2�����ɶȵĸ���
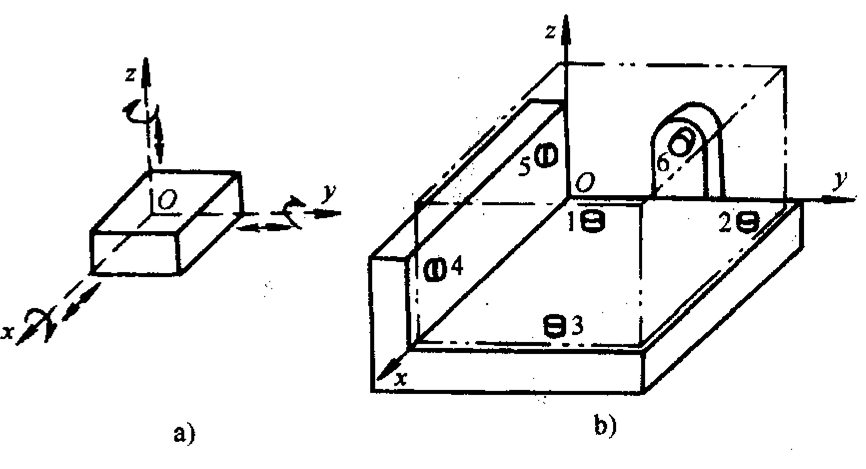
��3�����㶨λԭ��——�ú������õ�����֧�е㣬���ƹ������������ɶȣ�ʹ�����ڼо��е�λ����ȫȷ���Ķ�λԭ����
4��������λ�еļ������
1)��ȫ��λ ������6�����ɶȱ��������õ�6��֧�ж���ȫ�����˵Ķ�λ��Ϊ��ȫ��λ��
2)����ȫ��λ ���������Ƶ����ɶ�����6������������ӹ�Ҫ��Ķ�λ����Ϊ����ȫ��λ��
-
����λ �������������ϵĶ�λ֧�е��ظ�����ͬһ�����ɶȵ�����Ϊ����λ������λ���ظ���λ��
-
Ƿ��λ ���ݹ�������Ҫ��Ӧ�����ƺ����ɶ�û�б���ȫ�ƵĶ�λ����ΪǷ��λ��Ƿ��λ�Dz��������ֵģ���Ϊ�䲻�ܱ�֤�����ļӹ�Ҫ��
3.���ö�λԪ������ѡ�� �����Ķ�λ��ͨ�������ϵĶ�λ������о��ϵĶ�λԪ������ϻ�Ӵ���ʵ�ֵġ�
��1���Զ�λԪ����Ҫ��1���㹻�ľ��� 2���㹻��ǿ�Ⱥն� 3�����õ���ĥ�� 4�����õĹ����� 5�����������м
��3�����ö�λԪ����ѡ��
1��������ƽ�涨λ���ö�λԪ��
��е�ӹ��У���ƽ����Ϊ��λ���Ķ�λ������һ�ֳ��õĶ�λ��ʽ�������塢������֧�ܡ�Բ�̡���״�������
1����Ҫ֧�ШD�D ���ƹ��������ɶȡ���λ���õ�֧�С�
��1���̶�֧�ШD�D��Ҫ��֧�ж���֧�а�����
֧�ж���ƽͷ֧�ж�������֧�о����� ��ͷ֧�ж�������֧�дֻ���
���ƶ���֧�ж������ڹ����Դֻ���λ��Ҫ��ϴ�Ħ�����ı��涨λ
֧�а壺ƽ����֧�а壺����Ͷ��涨λ ��б����֧�а壺���������涨λ��
��2���ɵ�֧�ШD�D�����ڹ��������У�֧�ж��߶���Ҫ�����ij��ϡ�
��3����λ֧�У�����֧�У��D�D�ڹ�����λ���������Զ�����λ�õ�֧�С��������൱��һ���̶�֧�У�����һ�����ɶȣ���Ӧ�ڹ�����ë����λ����Բ���ij��ϡ�
2������֧�� ����֧�в�����λԪ�������������ɶȣ�ֻ�������ӹ����ڼӹ������еĸնȺ��ȶ��ԡ�
2��������Բ��λʱ�Ķ�λԪ��
��1�����
��2������ ��Ҫ�����ڳ���ϳ��ĥ�����ּӹ��Ȼ����ϼӹ���Ͳ�����������
��ӯ������ᣬ���ƹ����ĸ����ɶȣ���������ľ��ȸߣ���������н�װ�ã���װж�������㣬�������˹�����λ�ס�
��϶������ᣬ���ƹ���������ɶȣ�������Բ���������ĸ����ɶȣ����������һ�����ɶȣ���װж�������㣬�����ľ��Ȳ��ߣ�Ϊ�˼�С�������϶��ɵ���б�����ԿĶ������϶�λ��
С�����ᣬװ�й���ʱ��ͨ������������Ӵ�����ĵ��Ա��μн�������ʹ��С�����ᶨλ�ɻ�ýϸߵĶ�λ���ȣ�����������������ɶȡ�
�����ڻ����ϵ�װ�з�ʽ�У�������װ�С�һ��һ����Ī����װ�С�
3����������Բ���涨λʱ�Ķ�λԪ��
��1��V�Ϳ� V�ο鶨λ�������Ķ�λ��ʼ����V�ο�����λ��ĶԳ�����ƽ���ڣ��������ܺá�һ����V�ο������������ɶȣ�������V�ο���ϻ�һ����V�ο������ĸ����ɶȣ�����ʽV�ο�ֻ����һ�����ɶȡ�
��2����λ�� Ϊ�����ƹ������������ɶȣ�����������϶�λ��������������Ϊ��Ҫ��λ��ʱ��Ӧ�����ij��ȣ�����н�ʱ���������������ı��Ρ���λ�ṹ���������죬����λ���Ȳ��ߣ�ֻ�����ھ���λ���档
��3����Բ�� ��Ҫ���ڴ����������������������װ�е������
4.�����������
�ڼӹ����ʱ������ݹ����ļӹ�����Ҫ�����ƹ��������ɶȣ�Ҳ����λ��������������һ�㻹��������Ҫ������λ���ȹ�����������Ҫͨ�������Ķ�λ���������жϡ����������λ�����ڹ����ӹ������й涨�Ĺ���ֵ��1/3—1/5��һ����Ϊ�ö�λ���������㱾����ӹ����ȵ�Ҫ��
��1����λ���ĸ���
��ν��λ����ָ������λ��ɵļӹ�����Թ������λ������Ϊ��һ��������˵�����߾�������λ���Dz����ģ������ӹ������λ������ڶ�λ���Dz���ģ����Զ�λ�����ǹ�����ڼӹ��ߴ緽���ϵ����䶯����
��λ������ɣ���Դ����
1�������غ����——���ڶ�λ���빤�����һ��������Ķ�λ���ƻ����غ������������Զ�λ���ڼӹ��ߴ緽���ϵ����䶯�����ԡ�B��ʾ��
2����λ�����——��λ�������������λ�õ����䶯����Ϊ��λ�����á�Y��ʾ
��λ������ƻ����غ�ʱ�������Ļ����غ���ֻ���ڲ��õ������ӹ�ʱ�Ż�����������з��ӹ��в��������
(2)��λ���ļ��㹫ʽ��
һ������£���λ����ɻ����غ����ͻ�λ�������������κ���������������ڡ���������Ͷ�λ���غ�ʱ��B��0 ������λ���ޱ䶯ʱ����Y��0��
��λ���ɱ�ʾΪ�� ��D����B±��Y
A�� �� ��B≠0 ��Y��0ʱ����D����B
�� ��B��0 ��Y≠0ʱ����D����Y
B: �� ��B≠0 ��Y≠0ʱ���ҹ�������ڶ�λ������ʱ����D����B����Y
C: �� ��B≠0 ��Y≠0ʱ���ҹ�����ڶ�λ������ʱ
��D����B±��Y������λ�ƺͻ����غ�����ļӹ��ߴ�仯������ͬʱ��ȡ“��”�ţ���֮ȡ“��”�š�
��3�����ֵ��ͱ���Ķ�λ������
1)������ƽ�涨λʱ�Ķ�λ�����㣨ͨ����Ϊ��Y��0��ֻ�����B���ɡ���
2) �������ڿ������ᣨ��Բ�������϶�λʱ�Ķ�λ�����㡣
3����������Բ���涨λʱ��λ���ļ���
2.2.3 �����ļн�
1.�н�װ�õ���ɺͻ���Ҫ��
��1���н�װ�õ���� �����ڼо�����ȷ��λ���ɼн�װ�ý������н���
�н�װ�õ�����У� 1������װ�ã������н�������װ�á�
2���н�Ԫ����ֱ�����ڼн�������Ԫ����
3���м䴫����������ԭ������һ���Ĵ�С�ͷ��ݸ��н�Ԫ���Ļ�����
����Щ�о��У��н�Ԫ�����������м䴫��������һ���֣��������֣�ͳ��Ϊ�н�������
��2���Լн�װ�õ�Ҫ��
1���н����̿ɿ���Ӧ��֤�н������ƻ������ڼо���ռ�еĶ�λλ�á�
2���н���Ҫ�ʵ�����Ҫ��֤�����ڼӹ������ж�λ���ȶ��ԣ���Ҫ��ֹ��н����������˹��������ʹ������������ļн����Ρ�
3���ṹ�����Ժá��ṹӦ�������������죬����ά�ޡ�
4�� ʹ���Ժá�������ȫ��ʡ����
2.�н�����ȷ�� �н�����ȷ������ȷ���н����Ĵ�С����������õ㡣
���õ��ѡ�� ��1���н��������õ�Ӧ���Զ�λԪ����λ�ڶ�λԪ���γɵ�֧�����ڡ���2���н��������õ�Ӧλ�ڹ������ԽϺõIJ�λ����3���н������õ�Ӧ���������ӹ����棬ʹ�н��ȹ̿ɿ���
���÷����ѡ�� ��1���н��������÷���Ӧ��ֱ�ڹ�������Ҫ��λ���档��2���н��������÷���Ӧ�빤���ն����ķ���һ�£��Լ�С�����ļн����Ρ���3�� �н������÷���Ӧ�����빤�����������������ȵ����÷���һ�£��������Լ�С�н�����
�н����Ĺ���
2.2.4 ���ͼн����� 1��бШ�н����� 2�������н����� 3��ƫ�ļн����� 4�����ļн����� 5�������н����� 6�������н�����
�ڴ������������У�Ϊ��������ʡ��������Ͷ�ǿ�ȣ�������о߶����û����н�װ�á�������ʽ��������Һ������Һ�����������磨�ţ���������������ȶ�����ʽ��
1�������н�װ�� �����н�װ����ѹ��������Ϊ����Դ�ƶ��н������н����������õ����ṹ�л���ʽ�ͱ�Ĥʽ���֡� ����ʽ���װ�������װ�з�ʽ�����й̶�ʽ���ڶ�ʽ�ͻ�תʽ���֣���������ʽ�����е������ú�˫���������֣�������˫���ù̶�ʽ���ס�
2��Һѹ�н�װ�� Һѹ�н�װ�õĽṹ����ԭ�������������н�װ����ͬ������ͬ���������õĹ���������ѹ���͡�����ѹ�н�װ����ȣ�Һѹ�н����������ŵ㣺�ٴ������о߽ṹ��ԱȽ�С������Һ����ѹ�����н��ɿ�������ƽ��Z������С�����IJ���֮����������ר�ŵ�Һѹϵͳ��Ӧ�÷�Χ�����ơ�
���ο��ܽ���ο���Ҫ�����˻���Ϊ��ƻ����ջ������ࡣ���㶨λԭ��——�ú������õ�����֧�е㣬���ƹ������������ɶȣ�ʹ�����ڼо��е�λ����ȫȷ���Ķ�λԭ������λ�����ǹ�����ڼӹ��ߴ緽���ϵ����䶯������λ���ļ���н�����ȷ������ȷ���н����Ĵ�С����������õ㣬���ͼн����������⡣
��ҵ�� 1..����Ϊ��Щ���ࣿ2.�����Ķ�λ��ʽ����Щ��3.��λ�������Щ���棿4�н����Ĵ�С���������õ����ȷ����5�ӽ���������Щ�֣� |
|
���ض��� �� |
|
|




